











傳力接頭的彎曲弧度過程中,常出現的質量問題有:彎裂、回彈和傳力接頭的彎曲弧度過程中工件偏移
2016-9-20 8:14:13??????點擊:
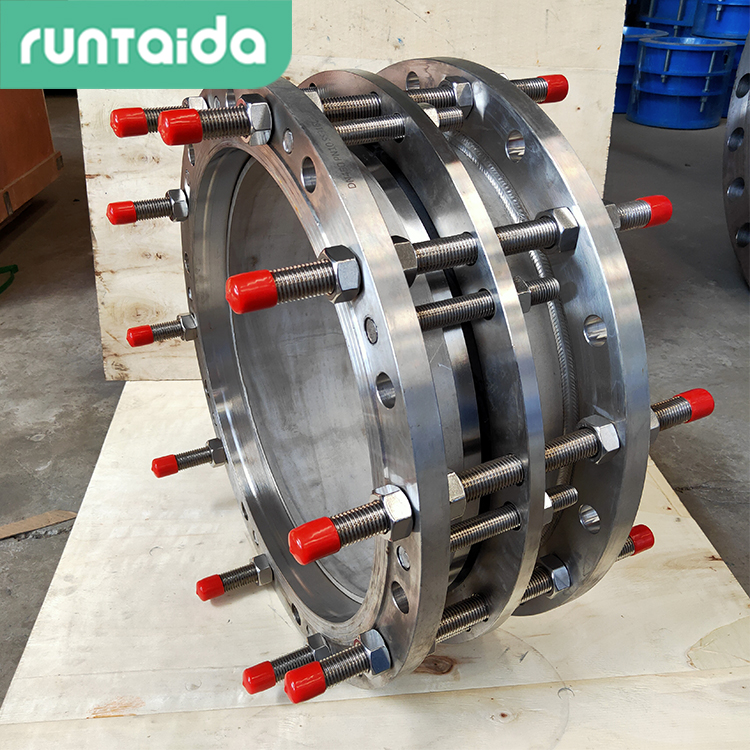
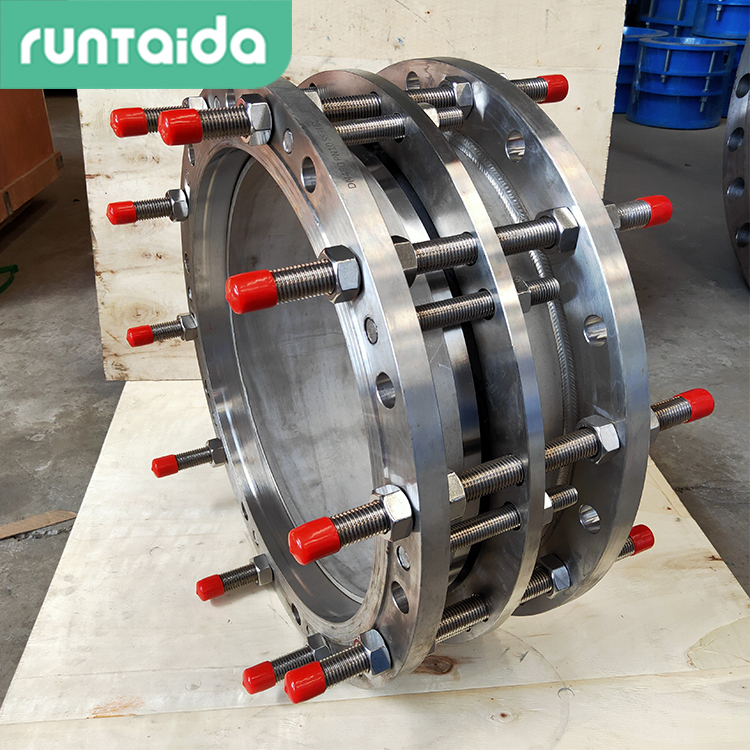
在傳力接頭的彎曲弧度過程中,常出現的質量問題有:彎裂、回彈和傳力接頭的彎曲弧度過程中工件偏移。
從傳力接頭的彎曲弧度變形原理可知,在傳力接頭的彎曲弧度中,傳力接頭的彎曲弧度件外層纖維變形最大,此處受拉變形,所以最容易斷裂而造成廢品。外層纖維拉伸變形的大小,主要取決于傳力接頭的彎曲弧度件的傳力接頭的彎曲弧度半徑。傳力接頭的彎曲弧度半徑越 可小些。制件傳力接頭的彎曲弧度角度的大小傳力接頭的彎曲弧度角如果大于900,對最小傳力接頭的彎曲弧度半徑影響不大,如在伸縮器的彎曲弧度角小于90°時,則外層纖維拉伸變形較嚴重,而最傳力接頭的彎曲弧度半徑就應增大。
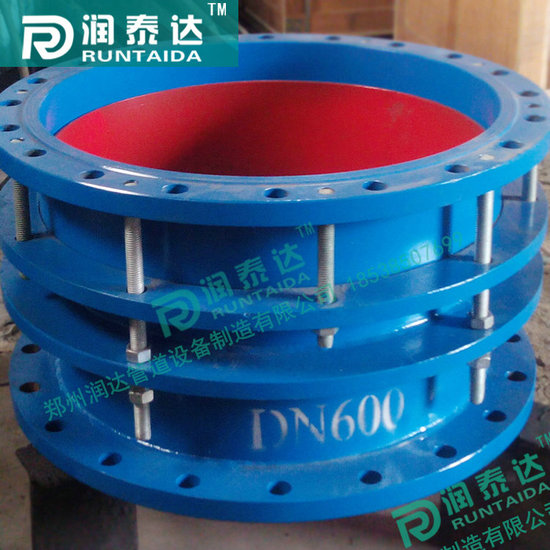
傳力接頭的彎曲弧度方向金屬板經輾壓后由于纖維的方向性而導致材料力學性能的異向性。金屬沿纖維方向可承受較高拉力,而與纖維垂直方向承受的拉力較小。因此,當傳力接頭的彎曲弧度線與材料輾壓纖維方向垂直時,即傳力接頭的彎曲弧度中,拉應力方向與金屬纖維方向一致時,材料具有較大的拉伸強度,外層纖維不易斷裂,工件可具有最小傳力接頭的彎曲弧度半徑。
當傳力接頭的彎曲弧度線與材料的輾壓纖維方向平行時,即拉力方向與纖維方向垂直時,則由于材料拉伸強度較低而易斷裂,工件最小傳力接頭的彎曲弧度半徑就不能太小。
- 上一篇:在雙向傳力接頭的彎曲弧度時,應該使傳力接頭的彎曲弧度線與材料 2016/9/21
- 下一篇:企業生產傳力接頭的加工計劃系統本來就是一個有機的統一體,只是 2016/9/20