











伸縮器的焊接技術(shù)直接關(guān)系到伸縮器質(zhì)量的好壞
2018-1-12 10:13:59??????點(diǎn)擊:
伸縮器的焊接技術(shù)直接關(guān)系到伸縮器質(zhì)量的好壞:
伸縮接頭的焊接技術(shù)直接關(guān)系到伸縮器質(zhì)量的好壞,因此對于想購買伸縮器客戶的來說。了解伸縮器焊接技術(shù)還是非常有必要的。
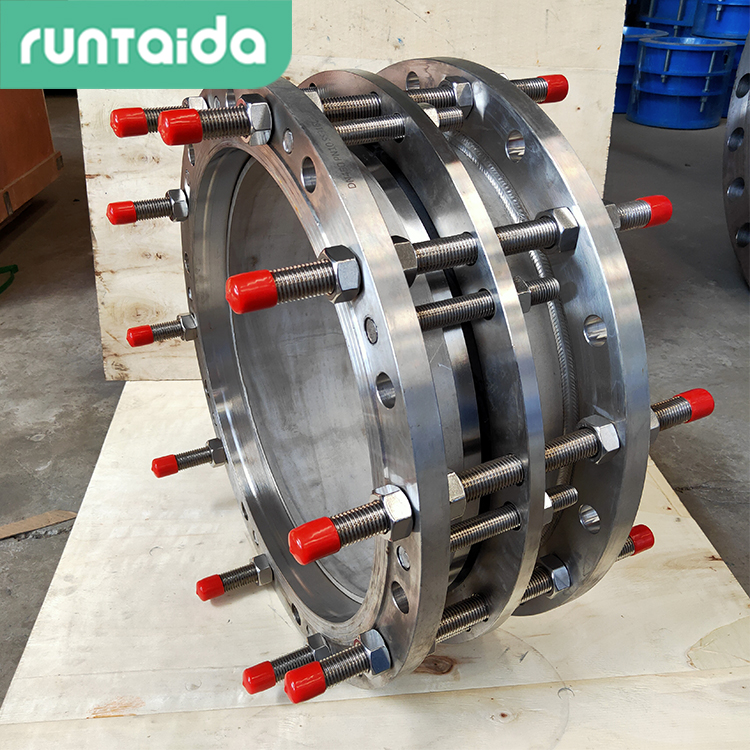
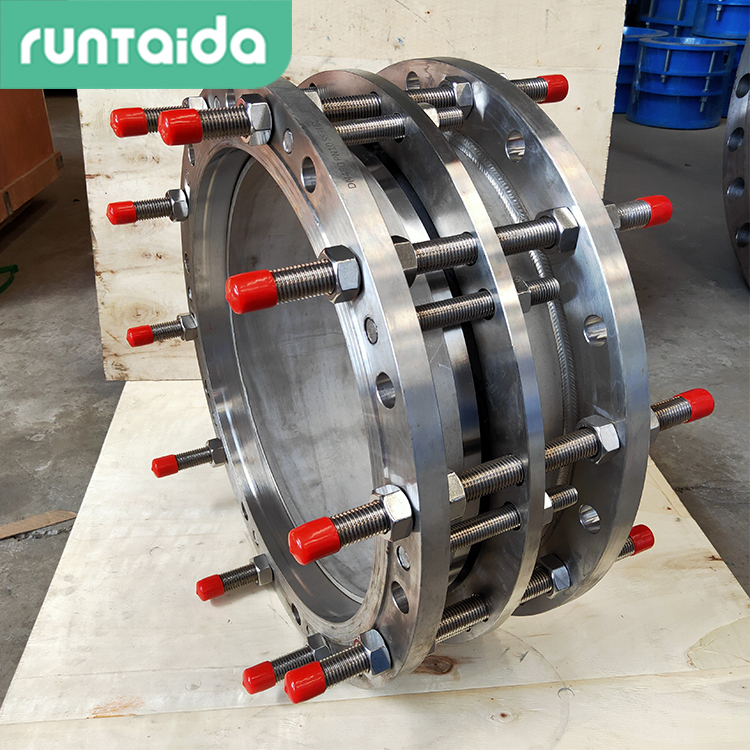
伸縮器的焊接工藝一般分熔焊、壓焊和釬焊三大類,隨著焊接的應(yīng)用,需要對焊縫進(jìn)行無損檢測. 現(xiàn)在伸縮器的焊接技術(shù)已能焊出無內(nèi)外缺陷的、機(jī)械性能等于甚至高于被連接體的焊縫。接頭處的強(qiáng)度除了會受到焊縫質(zhì)量影響外,還和他的尺寸、形狀、受力位置和工作條件等有關(guān)。傳力接頭
現(xiàn)在伸縮器焊接方式分為手工焊接和自動焊接兩種。因?yàn)樽詣雍附蛹夹g(shù)目前還不夠成熟,縮器的焊接以手工焊為主。
手工焊接主要分為纖維素焊條下向焊和低氫焊條下向焊。手工電弧焊向上焊技術(shù)是我國以往管道施工中的主要焊接方法,其特點(diǎn)為管口組對間隙較大,焊接過程中采用息弧操作法完成,每層焊層厚度較大,焊接效率低。手工電弧焊方法靈活簡便、適應(yīng)性強(qiáng),其下向焊和上向焊兩種方法的有機(jī)結(jié)合及纖維素焊條良好的根焊適應(yīng)性在很多場合下仍是自動焊方法所不能代替的。
動焊是伸縮器焊接發(fā)展的必然趨勢,管道自動焊技術(shù)由于焊接效率高,勞動強(qiáng)度小,焊接過程受人為因素影響小等優(yōu)勢,在大口徑、厚壁管道生產(chǎn)中應(yīng)用潛力很大。
伸縮接頭的焊接技術(shù)直接關(guān)系到伸縮器質(zhì)量的好壞,因此對于想購買伸縮器客戶的來說。了解伸縮器焊接技術(shù)還是非常有必要的。
伸縮器的焊接工藝一般分熔焊、壓焊和釬焊三大類,隨著焊接的應(yīng)用,需要對焊縫進(jìn)行無損檢測. 現(xiàn)在伸縮器的焊接技術(shù)已能焊出無內(nèi)外缺陷的、機(jī)械性能等于甚至高于被連接體的焊縫。接頭處的強(qiáng)度除了會受到焊縫質(zhì)量影響外,還和他的尺寸、形狀、受力位置和工作條件等有關(guān)。傳力接頭
現(xiàn)在伸縮器焊接方式分為手工焊接和自動焊接兩種。因?yàn)樽詣雍附蛹夹g(shù)目前還不夠成熟,縮器的焊接以手工焊為主。
手工焊接主要分為纖維素焊條下向焊和低氫焊條下向焊。手工電弧焊向上焊技術(shù)是我國以往管道施工中的主要焊接方法,其特點(diǎn)為管口組對間隙較大,焊接過程中采用息弧操作法完成,每層焊層厚度較大,焊接效率低。手工電弧焊方法靈活簡便、適應(yīng)性強(qiáng),其下向焊和上向焊兩種方法的有機(jī)結(jié)合及纖維素焊條良好的根焊適應(yīng)性在很多場合下仍是自動焊方法所不能代替的。
動焊是伸縮器焊接發(fā)展的必然趨勢,管道自動焊技術(shù)由于焊接效率高,勞動強(qiáng)度小,焊接過程受人為因素影響小等優(yōu)勢,在大口徑、厚壁管道生產(chǎn)中應(yīng)用潛力很大。
- 上一篇:伸縮器伸縮接頭的用途及連接方式 2018/1/12
- 下一篇:雙法蘭伸縮接頭伸縮器有哪些強(qiáng)大作用 2018/1/12